
|
Alphabet der
Heimatkunde
Glas in
Stolberg
Friedrich
Holtz
| |
Bei meinen Recherchen zum Thema Glas fand ich
freundliche Unterstützung durch das Museum Zinkhütter
Hof, welches mir den Zugang zu seinem umfangreichen Archivmaterial
ermöglichte. |
|
Glas ist eine durchscheinende (opake) bis durchsichtige, bei
normalen Temperaturbedingungen feste Substanz, die im Normalfall
hauptsächlich aus Siliziumdioxid SiO2
besteht.
Wichtigster Grundstoff zur Herstellung von Glas ist Quarz(-sand),
also ebenfalls ein Siliziumdioxid, welches allerdings, im Gegensatz
zum Glas, eine kristalline Struktur aufweist.

|
Quarz, als Bergkristall ausgebildet.
Sammlung u. Foto: F. Holtz |
Mit anderen Worten: die atomaren Bausteine sind im Falle des
Quarzes in geometrisch regelmäßiger Raumverteilung
(Kristallgitter) angeordnet. Nach Erreichen bzw. Überschreiten
der Schmelztemperatur (Schmelzpunkt) zerfällt das
Kristallgitter.
Statt der ursprünglich geordneten Struktur bilden die atomaren
Bausteine in der Schmelze ein stochastisches, ein
unregelmäßiges
Verteilungsmuster.
Bei schneller Abkühlung der Schmelze kann dieses
unregelmäßige
Verteilungsmuster gewissermaßen eingefroren werden, so dass
man einen nicht mehr kristallinen, sondern einen sogenannten amorphen
Feststoff erhält. Glas kann also auch als
unterkühlte,
höchst viskose Flüssigkeit gelten. Durch den
schnellen
Abkühlvorgang, dessen Dauer allerdings durchaus mehrere
Stunden
erreichen darf, lässt man den atomaren Bausteinen keine Zeit,
sich entsprechend der angestammten Kristallgitterstruktur zu
orientieren.
Das so entstandenen amorphe Glas hat (im Gegensatz zum
kristallinen
Quarz) keinen definierten Schmelzpunkt mehr, sondern es wird bei
zunehmender Temperatur zunächst weich, dann
zähflüssig
und verliert bei weiterer Temperaturerhöhung zunehmend an
Viskosität. Somit können die Eigenschaften der
Glasmasse
durch Temperaturänderung den Bedürfnissen der
einzelnen
Prozessabläufe angepasst werden.
Es gibt jedoch auch Spezialgläser von völlig
anderer
Zusammensetzung, wie beispielweise Saphirglas A2O3,
welches durch Aufschmelzen von meist synthetischem Saphir gewonnen
wird und sich durch einen hohen Härtegrad und entsprechender
Kratzfestigkeit auszeichnet.
Naturglas
Wenn Quarz durch Naturphänomene extrem aufgeheizt wird, kann
Glas sich auch als natürliche Substanz bilden.
Größere
Massen natürlichen Glases entstehen beispielsweise durch
Vulkanismus. Das Vulkanglas, auch Obsidian genannt, findet gelegentlich
als Schmuckstein Verwendung. Auf Grund seiner Härte und seiner
extrem scharfen Bruchkanten war Obsidian in vorgeschichtlicher
Zeit ein begehrter Rohstoff zur Herstellung von Werkzeugen.

|
Obsidian
Sammlung u. Foto: F. Holtz |
Fernerhin kann das Auftreffen von Meteroiten zu Verglasungen
führen, die als Impactgläser oder Tektite bezeichnet
werden. Letztlich können bei Blitzeinschlag durch Aufschmelzen
von Sand oder Gesteinen unregelmäßig geformte
Glasröhren
entstehen, die sogenannten Fulgurite.
Glasherstellung
Wie bereits angedeutet, lässt sich Glas durch Aufschmelzen
von Quarz(-sand)
herstellen.
Hierbei ergibt sich allerdings eine in früherer Zeit
unüberwindliche
und auch heute noch eine nicht einfach zu lösende, technische
Schwierigkeit. Der Schmelzpunkt von Quarz liegt bei 1713oC.
Eine Weiterverarbeitung dieser sogenannten Quarzgläser
erfordert
sogar Temperaturen von über 2000oC.
Diese Temperaturen
sind bei Öfen üblicher Bauart erstens nicht zu
erreichen,
und zweitens standen Schmelztiegel, die eine entsprechende
Temperaturbelastung
zuließen, in früherer Zeit nicht zur
Verfügung.
Auch bei der heutigen Glasherstellung wird dem Quarzsand, wenn
normales, also nicht reines Quarzglas hergestellt werden soll,
ein sogenanntes Flussmittel zugesetzt. Durch diesen Zuschlagstoff
und in Abhängigkeit vom relativen Flussmittelanteil wird
der Schmelzpunkt des Gemenges
herabgesetzt.
Als Flussmittel fand und findet entweder Pottasche
oder Soda
Verwendung. Bei
der Pottasche handelt es sich um ein Kaliumkarbonat und bei der
Soda um ein Natriumkarbonat. Gläser können somit je
nach Art des verwendeten Flussmittels als Kalium- oder Natriumglas
eingeordnet werden. Für Kaliumglas ist auch die Bezeichnung
Waldglas
üblich.
Durch den Zuschlag von Flussmitteln ergibt sich jedoch auch
eine gewisse Wasserlöslichkeit des Glases, die zur Herstellung
von Wasserglas (wässrige Glaslösung) genutzt wird. Da
eine Wasserlöslichkeit des Glases normalerweise
natürlich
nicht erwünscht ist, werden dem Gemenge sogenannte
Stabilisatoren
in Form von kohlesaurem Kalk (Kalkstein)
oder Dolomit
als Gesteinsmehl
zugesetzt.
Durch Metalloxide, die dem Gemenge beigemischt werden,
entsteht
eine Einfärbung des Glases, wobei Farbton und
Intensität
von der Art und Menge der zugesetzten Metalloxide abhängen.
Eine Sonderrolle spielt hierbei das Bleioxid, welches zum
"Entfärben"
des Glases verwendet wird und den für Normalglas typischen,
durch geringen Eisenoxidgehalt im Gemenge hervorgerufenen
Grünstich
eliminiert.
Durch den Zusatz von Bleioxid lassen sich somit
Gläser
herstellen, die selbst bei größerer Dicke von
wasserklarem
Aussehen sind. Dieses sogenannte Bleikristallglas findet zur
Herstellung
von Trinkgläser, Weinpokalen, Glasschüsseln,
Blumenvasen
und sonstigen Dekorationsobjekten Verwendung.
Auf Grund seiner höheren Dichte weist
Bleikristallglas
auch eine höheren Lichtbrechungsindex auf. Dies verleiht
dem Glas erstens eine hohe Brillanz und macht es zweitens als
Grundstoff zur Herstellung von optischen Linsen, Prismen etc.
geeignet.
Glas in Stolberg
Geschichtlicher Abriss
Die in Stolberg
außerordentlich
erfolgreichen Kupfermeister
versuchten bereits zur Blütezeit des Messinggewerbes, ihre
Unternehmen auf eine breitere, diversifizierte wirtschaftliche
Basis zu stellen. So gründete beispielsweise der Kupfermeister
Mathias von Asten
1719
in seinem Kupferhof Schart
eine Tuchfabrik.
Etwa sechs Jahrzehnte später soll im Bereich der Prattelsackstraße
ein nicht näher bekannter Wallone versucht haben, eine
Glashütte,
vermutlich zur Herstellung von Hohlglas, zu etablieren. Dieser
Versuch scheint jedoch, wahrscheinlich aus wirtschaftlichen
Gründen,
gescheitert zu sein.
Durch diesen, wenn auch fehlgeschlagenen Versuch haben die
kapitalkräftigen Kupfermeister möglicherweise die
Chance
erkannt, in Stolberg eine lukrative Glasindustrie zu gründen.
Die Standortgegebenheiten mit sowohl Quarzsand-
als auch Steinkohlelagerstätten
sowie die mächtigen Kalkstein-
bzw. Dolomitformationen,
boten jedenfalls beste und vielversprechende Voraussetzungen
für
ein derartiges Unterfangen.
Ergiebige lokale Sandgruben befanden sich beispielsweise
zwischen
Atsch und Eilendorf. Auch waren die Lagerstätten von
Nivelstein
bei Herzogenrath, wo qualitativ höchstwertiger Sand (SiO2-Gehalt
von über 99 %) abgebaut wurde, in erreichbarer Nähe.
Obwohl der Sand aus den Stolberger Gruben als Gemengesand
(Schmelzsand) weniger begehrt war, spielte dieser (nicht ganz
so hochwertige Sand) bei der Spiegelglasherstellung als Schleifsand
eine bedeutende Rolle. In den Spiegelglashütten wurde in
Relation zum Schmelzsand etwa die doppelte Menge Schleifsand
benötigt.
Letztlich entstanden in Stolberg insgesamt 11 Glashütten.
Auch heute ist am Standort Schnorrenfeld
noch eine moderne Floatglashütte
der Firma St. Gobain
in
Betrieb.
Eine gewisse Konzentration des Glasgewerbes und auch der
Metallhütten
ergab sich für den nordwestlichen Bereich des heutigen
Stadtgebietes
in den Ortsteilen Münsterbusch
und Atsch.
Dies dürfte
erstens daran gelegen haben, dass in unmittelbarer Nähe
Steinkohle
abgebaut wurde, die fast ohne Transportaufwand zum Beheizen der
Schmelzöfen eingesetzt werden konnte. Bezüglich der
Glashütten bestand zweitens der Vorteil einer guten
Erreichbarkeit
der wichtigsten Sandlagerstätten.
Ein Konsortium Stolberger Kupfermeister aus den Familien Lynen, Peltzer,
Prym und Schleicher
gründete 1790 eine Glashütte im Hammerfeld,
die sie Johannishütte
nannten. In der Anfangszeit konzentrierte sich die
Johannishütte
auf die Herstellung von Hohlglas, insbesondere auf die Produktion
von geblasenen Flaschen, Flakons und Trinkgläsern.
Ebenfalls in den frühen 1790er Jahren entstanden im
Prattelsack
zwei weitere Glashütten, die auch wieder von einem
Kupfermeister,
nämlich Nikolaus Schleicher gegründet wurden. Eine
dieser
Hütten wurde entsprechend des Vornamens ihres
Gründers
Nikolaushütte
genannt.
Beide Hütten (Nikolaus- und Prattelsackhütte)
gehörten
offenbar zusammen und bildeten eine Betriebseinheit.
Bereits nach zwei Jahren mussten die Kupfermeister ihre
Glasproduktion in der Johannishütte auf Grund technischer
Schwierigkeiten aufgeben. Diese Schwierigkeiten bestanden in der
Hauptsachen darin, die zur Glasproduktion erforderlichen
Glashäfen
in befriedigender Qualität herzustellen und mit diesen
Glashäfen wirtschaftlich vertretbare Standzeiten zu
erzielen.
Unmittelbar nach Aufgabe durch die Kupfermeister wurde die
Johannishütte 1792 von der Familie Siegwart
übernommen, die, aus St. Blasien im Schwarzwald stammend,
seit Generationen im Glasgewerbe tätig war und über
entsprechende Erfahrung verfügte. Der nach Stolberg
zugewanderte
Familienzweig bestand ursprünglich aus den Brüdern
Peter
und Josef Siegwart sowie deren Schwager Franz Josef Schmidt, die
nach Übernahme der Johannishütte unter dem Namen
Gebr.
Siegwart, Schmidt & Co. firmierten.

|
Johannishütte |
Die Familie, fast möchte man sagen die Dynastie
Siegwart
war nicht nur in der Johannishütte erfolgreich, sondern
prägte
und dominierte über mehr als ein Jahrhundert die Entwicklung
der Stolberger Glasindustrie.
Letztendlich wurden im Stolberger Raum in mehr als zehn
Glashütten
stark unterschiedlicher Größe Glaswaren aller Art
hergestellt.
In vielen Fällen sind allerdings die Namen der kleineren
Glashütten heute kaum mehr bekannt. So wird beispielsweise
der Hof Sonnental
in
sehr viel höherem Maße mit dem
ursprünglichen
Kupferhof als mit der später hier ansässigen
Glashütte
der Firma Schuh & Gräff assoziiert.
1835 errichtete James Cockerill
in unmittelbarer Nähe seiner Steinkohlegrube (James-Grube)
eine Glashütte, die er an Peter Krings verpachtete. Ebenfalls
in den 1830er Jahren entstand im gleichen Bereich eine
Fensterglashütte,
der heutige Zinkhütter
Hof.

|
Ehemalige Glashütte
Zinkhütter Hof.
Foto: F. Holtz |
Diese Anlage gehörte zur Societé de
Charleroi und
arbeitete nach dem Zylinderglasverfahren. Um 1850 wurde der Betrieb
von der neu gegründeten Aachener Spiegelmanufaktur
übernommen
und wesentlich erweitert. Zu dieser Erweiterung dürfte u.a.
die Errichtung des dem Hauptbetriebsgebäude (heutiges Museum)
gegenüber liegenden, langgestreckten Gebäudes, den
späteren
Arbeiterhäusern gewesen sein. Nach heutigem Kenntnisstand
hat sich in diesem Gebäude ursprünglich die Potterie
(Anlage zur Herstellung von Glashäfen)
befunden.
Von sehr viel größerer Bedeutung war jedoch
der
Bau einer neuen Spiegelglashütte, im Bereich der heutigen
Straße "An der Kesselschmiede". Diese Hütte
arbeitete erstmals in Deutschland mit einer voll mechanisierten
Schleif- u. Polieranlage.
Obwohl sich dieses Unternehmen "Spiegelmanufaktur"
nannte, entsprachen insbesondere die weitgehend mechanisierten
Schleif- u. Poliermethoden eigentlich nicht mehr dem klassischen
Manufakturprinzip, sondern wiesen bereits typische Kennzeichen
industrieller Fertigungsmethoden auf.
Die fertig geschliffenen Gläser wurden
zunächst in
Aachen verspiegelt (Belegerei).
Gleichzeitig mit dieser Hütte entstand auf dem "Schafberg"
eine
großzügig angelegte Werkssiedlung für
Mitarbeiter
des Unternehmens, die aus insgesamt 37 Häusern bestand. Der
Kernbereich dieser Wohnanlage ist in der Nähe des
Glashütter
Weihers als denkmalgeschütztes Bauensemble erhalten.
1857 verpachtete die Aachener Spiegelmanufaktur die gesamte
Produktionsanlage an die Aktiengesellschaft St.
Gobain. Kurz nachdem St. Gobain die Hütte 1863
gekauft
hatte, wurden die Aktivitäten dieses Werkes nach u. nach
ins Stolberger Tal zum Schnorrenfeld
verlegt, weil dort, im Gegensatz zum Standort Münsterbusch,
Wasser zum Schleifen des Glases in ausreichender Menge zur
Verfügung
stand.
Dieses Werk im Schnorrenfeld blieb als einziger
Glashüttenstandort
in Stolberg erhalten.
Zwischenzeitlich hatte Peter Krings 1845 im ehemaligen
Kupferhof
Jordan eine
Glashütte,
die Jordanshütte,
eingerichtet. Diese entwickelte sich zu einer der
größten
Hohlglashütten in Stolberg.

|
Jordanshütte um 1900 |
Die Stolberger Glashüttengesellschaft Emil Raabe
&Co.
begann 1860 mit dem Bau der Fensterglashütte Schneidmühle.
Diese Hütte gelangte nach mehrmaligem Besitzerwechsel in
den Besitz der Aktiengesellschaft GLASHÜTTE VORM. GEBR.
SIEGWART
& CO.
In der Velau entstand 1910 die Nadelglasfabrik GmbH., welche
ausschließlich Glasstangen zur Herstellung von Glaskopfnadeln
in vielen unterschiedlichen Farben produzierte. Diese Hütte
wurde 1921 von den Rheinischen Nadelfabriken übernommen,
die den Betrieb an ihrem Standort in Aachen weiterführten.
Quellen:
GLASNECK, U. u. FUCHS, R.(2008) Seiten 87-100
Kunsthandwerkliche Glasprodukte
In den meisten Glashütten war es den dort tätigen
Glasbläsern
gestattet, in ihrer Freizeit kunsthandwerkliche Glasobjekte
für
den Eigenbedarf herzustellen. Dies lag durchaus auch im Interesse
der Hüttenbetriebe, da durch diese Tätigkeit
Können
und Geschicklichkeit der Mitarbeiter gefördert wurden.

|
Torburgmuseum:
Kelchglas,
Foto: R. Fuchs.
|
So entstanden in den Stolberger Hütten Glaskugeln,
Briefbeschwerer (heute Paper Weights genannt), Glashunde,
Glastrompeten,
Spazierstöcke aus Glas,
Millefiori-Arbeiten
u.v.a.m. Eine Auswahl dieser Kuriositäten, die heute begehrte
Sammelstücke sind, wird im Torburgmuseum ausgestellt.
Ein weiteres und seltenes Beispiel für Stolberger
Glasprodukte
sind die Fenster an der Nordseite der St. Lucia Kirche. Diese
in Anlehnung an den Nazarenerstil gestalteten Scheiben wurden
1891 in der Johannishütte
hergestellt.
Um die Mitte des 19. Jh. begann man jedoch auch mit der
kommerziellen
Herstellung von geschliffenem Kristallglas für den gehobenen
Bedarf, wie beispielsweise Trinkgläser, Weinpokale und
Kristallschüsseln.
1852 richtete die Johannishütte eine mit Dampfkessel und
Dampfmaschine ausgerüstete Kristallglas-Schleiferei ein.
Gegen Ende des 19. Jh. erfreute sich insbesondere farbiges,
geschliffenes
Kristallglas, welches dem Repräsentationsbedürfnis
des
Großbürgertums in besonderer Weise entsprach,
wachsender
Beliebtheit.
Produkte und technische Entwicklungen
Hohlglas
Obwohl in Stolberg, und manchmal sogar in einer singulären
Hütte, eine breite Palette von Glaswaren hergestellt wurde,
hatte, neben der Herstellung von Flaschen aller Art (siehe auch
Mundblasverfahren),
die Produktion
von Flakons eine quantitativ herausragende Bedeutung und kann
in gewisser Weise als Stolberger Spezialität gelten.
Die Flakons wurden hauptsächlich nach Köln
geliefert,
wo sie u.a. bei der Abfüllung des berühmten "Eau
de Cologne" Verwendung fanden. Nachdem der Kölner
Duftwasserhersteller
Mülhens 1822 die Kropfflasche (auch Molanus-Flasche genannt)
als Standardflakon für "4711 Echt Kölnisch Wasser
einführte, wurde auch dieser Flakontyp in den Stolberger
Glashütten in Großserie hergestellt. Benannt ist
diese
Flakonform nach seinem Erfinder, dem Parfümdestillateur Peter
Heinrich Molanus.

|
Molanus-Flasche
Foto: R. Fuchs. |
Quellen:
GLASNECK, U. u. FUCHS, R.(2008) Seite 98
Geblasenes Flachglas, Zylinderglas
Ein weiteres und bedeutendes Segment in der Stolberger Glasproduktion
war die Herstellung von Flachglas. In den Flachglashütten,
wie beispielsweise in der Fabrikationshalle des heutigen
Zinkhütter
Hofes, wurden Glasscheiben aus großen, geblasenen
Hohlzylindern (im Prinzip also aus Hohlglas) hergestellt. Hieraus
erklärt sich der Umstand, dass Flachglashütten
häufig
auch großvolumige Hohlgläser wie beispielsweise
Ballonflaschen
lieferten.
Zur Flachglasherstellung wurden die Hohlzylinder, nach dem
beidseitigen Abtrennen der Kappen, in Längsrichtung
aufgeschnitten,
so dass durch das Aufklappen des erneut erhitzten, ofenweichen
Glaszylinders durch Ausbügeln auf dem sogenannten Streckstein
ein Flachglas entstand, das sich anschließend im Streckofen
zur ebenen Scheibe ausformte.
|
Prinzip Zylinderglas-Verfahren.
Skizze: F. Holtz |
Dieses sogenannte Zylinderglasverfahren stellte bereits die
zweite Generation in der technischen Entwicklung der Herstellung
von geblasenem Flachglas dar. Die wesentlich ältere Methode,
nämlich das Mondglasverfahren,
fand in den Stolberger Glasshütten keine Anwendung mehr.
Durch die weiche, fast flüssige Konsistenz der
Glasmasse
entstand beim Blasen der Zylinder eine nahezu ideal glatte
Oberfläche,
die sogenannte, für geblasene Gläser typische Feuerpolitur.
Trotz dieser Feuerpolitur waren die so hergestellten Gläser
nur bedingt planparallel. Durch partiell unterschiedliche
Abkühlbedingungen
(z.B. leichter Windzug beim Blasen der Hohlzylinder) und/oder
durch Inhomogenitäten in der Schmelze konnten sich innerhalb
einer Scheibe geringfügige Dickenabweichungen ergeben.
Beim Durchdringen von Licht durch die Scheibe beeinflussen
diese Unregelmäßigkeiten die Brechung des Lichtes,
so dass die Lichtstrahlen beim Durchgang durch die Scheibe
unterschiedlich
abgelenkt werden. Objekte, die sich jenseits der Scheibe befinden,
werden vom Betrachter mehr oder weniger stark verzerrt wahrgenommen.
Bei Fensterglas spielte dieses Phänomen eine nur
untergeordnete
Rolle, da auftretende Verzerrungen die Hauptfunktion einer Scheibe,
nämlich Lichtdurchlässigkeit nicht
beeinträchtigte.
Bei Spiegeln jedoch, deren Hauptfunktion darin bestand, ein
möglichst genaues Abbild ihres Gegenübers zu liefern,
waren Verzerrungen natürlich höchst störend
und
ärgerlich. Verzerrungsfreie Spiegel ließen sich nur
unter Verwendung absolut planparalleler Scheiben herstellen. Alle
Unregelmäßigkeiten in der Scheibengeometrie mussten
also zunächst durch Abschleifen beseitigt werden. Hierbei
ging natürlich die an der Oberfläche immanent
entstandene
Feuerpolitur verloren und die fertig geschliffene Scheibe musste
anschließend mechanisch poliert werden.
Auch für nicht verspiegelte Gläser, die nach
diesem
Verfahren hergestellt waren, setzte sich als Qualitätsbegriff
der Ausdruck Spiegelglas durch.
Spiegelglas
Bis zum Spätmittelalter fanden
ausschließlich polierte
Metallplatten bzw. -bleche als Spiegel Verwendung. Die im 14.
Jh. von den Venezianern auf der Insel Murano hergestellten Glasspiegel
waren von bis dahin ungeahnter Brillanz und lieferten eine kaum
für möglich gehaltene Farbechtheit des Spiegelbildes.
Glasspiegel wurden zum nahezu unerschwinglichen Luxusgut,
welches
sich nur reiche Fürsten- und Königshäuser
leisten
konnten. Dies lag u.a. daran, dass das Schleifen einer
Spiegelglasscheibe
extrem aufwändig war. Eine Scheibe in
Spiegelglasqualität
von 2 m2 erforderte etwa zwei Monate
Schleifarbeit.
Zusätzlich hierzu nahm das Polieren zwei weitere Wochen in
Anspruch.
Zum Schleifen wurden zwei unbehandelte Rohglasscheiben in
einem
Gipsbett fixiert, eine der beiden auf der sogenannten Schleifbank
und die zweite auf einem beweglichen Rahmen. Unter Zugabe einer
Sandschlämme wurden beide Scheiben aufeinander gelegt und
durch Hin- und Herbewegen des Rahmens geschliffen, wobei jeweils
eine Seite der beiden Gläser gleichzeitig behandelt wurden.
Mehrere Schleifgänge mit zunehmend feinkörniger
werdendem
Sand ergaben letztlich polierfähige Oberflächen.
Durch strengste Geheimhaltung gelang es den Venezianern,
über
etwa 300 Jahre den Markt monopolartig zu beherrschen.
Die Prachtentfaltung des Barocks führte im 17. und
18.
Jh. zu einer verstärkten Nachfrage nach Muranoglas sowie
insbesondere auch nach Glasspiegeln. Großflächige
Spiegel
waren so exorbitant teuer, dass selbst der Sonnenkönig Ludwig
XIV. mit der Finanzierung des Spiegelsaales in seinem Schlossneubau
von Versailles offenbar überfordert gewesen ist. Seinem
Minister
Jean-Babtiste Colbert, der u.a. als Begründer des
Merkantilismus
gilt, gelang es, venezianische Glasmacher 1655 unter abenteuerlichen
Umständen von Murano nach Paris zu bringen. Im gleichen Jahr
gründete man die Manufacture Royale des Glaces de Miroirs
(Königliche Spiegelglasmanufaktur), so dass zunächst
die für die Ausgestaltung des Spiegelsaales
benötigten
Spiegel im eigenen Unternehmen hergestellt werden konnten.
Wenig später wurde dieser Betrieb nach Saint Gobain,
einer
Ortschaft in der nordfranzösischen Provinz Picardie, verlegt.

|
Jean-Babtiste Colbert,
Jubiläumsmedaille
300 Jahre St. Gobain.
Foto: F. Holtz |
Nehou-Verfahren
Nach der Verlegung dieser Manufaktur nach Saint Gobain entwickelte
der Hüttendirektor Louis Lucas de Nehou um 1688 das sogenannte
Tischwalzverfahren (auch Tischguss genannt). Bei dieser Methode
wurde die Glasschmelze auf einen Eisentisch gegossen und mittels
einer schweren Holzrolle ausgewalzt, wobei die Walze über
zwei seitlich ausgelegte Leisten identischer Stärke abrollte.
Mit diesem Verfahren war es möglich, erheblich
größere
Scheiben herzustellen.
Skizze: F. Holtz
Die Entwicklung des Tischwalzmethode basierte
gewissermaßen
auf eine schon zu archaischer Zeit bekannte Prozedur zur
Flachglasherstellung,
die Glasgussverfahren
genannt
wurde.
Das von Nehou entwickelte Verfahren fand im Prinzip bis etwa
1920 als Standardmethode zur Herstellung von Spiegelglas Anwendung,
erfuhr allerdings im Laufe der Zeit erhebliche konstruktive
Verbesserungen.
Industrielle Spiegelglasherstellung
Natürlich wurde auch die Glasherstellung von der in
der
ersten Hälfte des 19. Jh. einsetzenden Industrialisierung
und dem allgemein zu beobachtenden Trend einer zunehmenden
Mechanisierung
der Arbeitsabläufe erfasst. In der Nähe von Charleroi
entstand 1836 mit der Manufacture des Glaces de Sainte Marie d'Oignies
eine mit neuester Technik ausgerüstete
Spiegelglashütte,
die als weltweit erste industriell betriebene Anlage zur
Spiegelglasherstellung
gelten kann.
Nach gleichem Muster baute die Aachener Spiegelmanufaktur um
1850 in der Nähe des heutigen Zinkhütter Hofs eine
Anlage,
die in der Lokalterminologie als Spiegelglashütte
Münsterbusch
bezeichnet wird u. Ende 1853 in Betrieb ging.
Auch diese Hütte arbeitete nach dem Nehou-Verfahren,
das hier allerdings in großtechnisch ausgelegter Version
zum Einsatz kam. Durch zwischenzeitlich erzielte Fortschritte
im Maschinen- u. Anlagenbau ließen sich
Maßhaltigkeit
und Oberflächengüte der verwendeten Bauteile
(Gießtisch,
Walze und Leisten) erheblich verbessern und somit eine reproduzierbare
Herstellung von Scheiben guter Planität
gewährleisteten.
Hierdurch konnte die anschließend erforderliche Schleifarbeit
wesentlich reduziert und vereinfacht werden.
Mit diesem Verfahren ließen sich auch
Scheibengrößen
realisieren, die mit dem Zylinderglas-Verfahren nicht herzustellen
waren. Dies wurde im beginnenden 20. Jh. mit der Errichtung von
großen Kaufhäusern sowie
Verwaltungsgebäuden mit
entsprechend großflächigen Schaufenstern bzw.
Glasfassaden
(teilweise in Spiegelglas-Qualität)
von zunehmender Bedeutung.
Die dampfgetriebenen Schleif- und Poliermaschinen arbeiteten
zunächst noch nach dem Prinzip des manuellen Schleifens,
d.h.: mit mechanisierten Hin- und Herbewegungen der entsprechenden
Maschinenteile. Die vom manuellen Schleifen übernommene Hin-
und Herbewegung wurde im Laufe der weiteren Entwicklung durch
die energetisch günstigere Rotationsbewegung abgelöst.
Wie bereits erwähnt, wurde der
Hüttenstandort nach
der Übernahme durch St. Gobain ins Stolberger Tal verlegt,
da hier Schleifwasser in ausreichender Menge zur Verfügung
stand.
Rundläufer
Am neuen Standort der St. Gobain Spiegelglashütte im Schnorrenfeld
gingen 1892 die ersten Rundläufer in Betrieb, die aus
Rundläufertischen
und Schleif- bzw. Polierapparaten bestanden. Mit Hilfe eines Gipsbettes
fixiert man das Glas zunächst auf einem der
Rundläufertische.
Zur Erzielung einer guten Haftung wurden die aufgelegten Scheiben
von Arbeitern in Holzschuhen in das Gipsbett "eingetanzt".
Der Durchmesser eines Rundläufertisches betrug ca. 11
m und konnte mit etwa 75 m2 Glasscheiben belegt
werden.
Die eigentlichen Schleif- bzw. Polierapparate bestanden aus
einer senkrecht angeordneten Antriebswelle mit daran hängenden
Schleif- bzw. Polierkronen. An der Unterseite waren die Kronen
entweder mit Schleiftellern aus Grauguss, den sogenannten Ferrassen,
oder mit filzbespannten Poliertellern bestückt.
Nach dem Bestücken mit Rohglas fuhr man den
Rundläufertisch
über Schienen zu einem Schleifapparat, wo der Tisch zentrisch
unterhalb der Schleifkrone positioniert wurde. Während
Rundläufertisch
und Schleifkrone gegenläufig zueinander rotierten, wurde
unter Zugabe einer Sandschlämme und durch das Absenken der
Schleifkrone der Schleifvorgang gestartet. Ähnlich wie beim
manuellen Schleifen ergaben sich nach mehreren Schleifgängen
mit zunehmend feinkörniger werdendem Sand letztlich
polierfähige
Oberflächen.
Abschließend fuhr der Rundläufertisch zu
einem Polierapparat,
wo auf ganz ähnliche Weise, diesmal allerdings unter Zugabe
von Poliermittel statt Schleifsand, die Scheiben poliert wurden.
Alsdann wurden die einseitig fertig polierten Scheiben vom
Rundläufertisch
vorsichtig gelöst, gewendet, erneut fixiert und der ganze
Vorgang zum Schleifen und Polieren der zweiten Scheibenseite nochmals
durchlaufen.
Gasfeuerung
Als gegen Ende des 18. Jh. Holz zunehmend knapp u. teuer wurde,
musste man notgedrungen auch zur Beheizung der Glasöfen Kohle
verwenden. Der Einsatz von Kohle führte jedoch zu technischen
Schwierigkeiten, da (insbesondere bei Verwendung von stark
schwefelhaltiger,
minderwertiger Kohle) das Glas durch die schwefelhaltigen Flammgase
verunreinigt wurde. Daher ging man mehr und mehr dazu über,
die Glasöfen mit Generatorgas zu beheizen. Diese Technik
setzte sich in den 1860er Jahren auch in den Stolberg
Glashütten
durch.
In den sogenannten Gasgeneratoren erzeugte man durch
unvollkommende
Verbrennung von Kohle Kohlenmonoxidgas, welches über
Kanäle
den Öfen zugeführt wurde, wo es unter Zugabe von
Luftsauerstoff
verbrennt. Bei dieser Methode ließen sich auch billige
Brennstoffe
minderer Qualität nutzen, da, unabhängig vom
eingesetzten
Brennmaterial, nunmehr nur das entstandene Kohlenmonoxidgas zum
Ofen gelangte. So war es beispielsweise auch möglich, die
Gasgeneratoren mit regional verfügbaren, vergleichsweise
preiswerten Braunkohlebriketts zu beschicken. Obschon man
später
Schweröl zur Beheizung der Öfen einsetzte, waren in
Stolberg bis etwa 1965 noch einige Öfen zur
Ornamentglasherstellung
in Betrieb, die über Gasgeneratoren mit Braunkohlebriketts
beheizt wurden.
Zusammen mit der Gasfeuerung konnte in den 1860er Jahren
bezüglich
der Ofentechnik durch Anwendung des Regenerativprinzips
zur Vorwärmung der Heizmedien (Gas und Brennluft) eine weitere
und entscheidende Verbesserung erreicht werden. In Kombination
mit der Gasfeuerung reduzierte sich hierdurch der Einsatz von
Brennstoff um 25-30%.
Fernerhin ließen sich mit diesem Verfahren
höhere
Temperaturen und somit deutlich kürzere Schmelzzeiten
erzielen,
wodurch sich eine erhebliche Produktivitätssteigerung der
Anlagen ergab.
Wannenofen
Mit einsetzender Industrialisierung lässt sich nicht nur
ein allgemeiner Trend zur Mechanisierung von Arbeitsgängen,
sondern ebenfalls eine deutliche Tendenz zu kontinuierlichen Prozess-
und Fertigungsabläufen beobachten.
Die Gasfeuerung begünstigte eine weitere Entwicklung
in
der Ofentechnik, die als entscheidende Voraussetzung zur
kontinuierlichen
Spiegelglasherstellung gelten muss. Im letzten Viertel des 19.
Jh. begann man, die bis dahin üblichen Hafenöfen
durch sogenannte Wannenöfen zu ersetzen. In Stolberg ging
der erste Wannenofen 1888 in der Glashütte am Schnorrenfeld
in Betrieb.
Bei diesem Ofentyp ist der unterer Teil als
trogförmige
Konstruktion aus feuerfestem Material (der sogenannten Wanne)
ausgebildet und dient gewissermaßen als großer
Tiegel
für die aufgeschmolzene Glasmasse. Die Wanne wird
überdacht
von einem etwas höher angesetzten, ebenfalls aus feuerfesten
Steinen gemauerten Gewölbe. Dem oberen Teil des Ofens
(zwischen
Wanne und Gewölbe) wird Generatorengas ( in späterer
Zeit auch vorgewärmtes, zerstäubtes
Schweröl) sowie
Brennluft zugeführt, so dass die durch den Ofenraum
streichenden
Flammgase den Ofen aufheizen. Im Gegensatz zu den Hafenöfen
werden moderne Glaswannen von einer Seite kontinuierlich mit Gemenge beschickt. Nach
dem Aufschmelzen
des Gemenges tritt die Glasmasse an der gegenüber liegenden
Seite der Wanne aus und wird ebenfalls kontinuierlich weiterverarbeitet.
Zunächst wird die aus dem Gemenge entstehende
Glasmasse
im sogenannten Läuterbereich der Wanne so stark erhitzt,
dass eine relativ dünnflüssige Schmelze entsteht,
wodurch
ein Entweichen von Luft- und Gaseinschlüssen aus der Schmelze
gewährleistet wird. Im sich anschließenden
Arbeitsbereich
der Wanne wird die Temperatur so eingestellt, dass sich eine Konsistenz
der Glasmasse ergibt, die eine Weiterverarbeitung des Glases erlaubt.
Im Gegensatz zu den Glasöfen, die mit Häfen
bestückt
waren, lässt sich bei diesem Verfahren nur noch einfarbiges,
im Normalfall farbloses Glas herstellen. Zur Herstellung von Buntglas
kommen normalerweise sogenannte Tageswannen
zum Einsatz.
Durchlaufkühlofen (Stracoux)
Ein weiterer u. wichtiger Schritt zur vollkontinuierlichen
Flachglasherstellung
wurde gegen Ende des 19. Jh. durch die Entwicklung des sogenannten
Stracoux erreicht. Hierbei handelt es sich um einen
Durchlaufkühlofen
in Gestalt eines langen Kühlkanals, der vom
abzukühlenden
Glasband kontinuierlich durchlaufen wird.
Die langsame u. gleichmäßige
Abkühlung, die
in den klassischen Kühlöfen
durch den zeitlichen Temperaturverlauf gewährleistet war,
wird hierbei durch den kontrollierten Aufbau eines in Glaslaufrichtung
abfallenden Temperaturprofils realisiert. Das Temperaturniveau
im Eingangsbereich wird gegebenenfalls durch Zusatzbeheizung auf
etwa 600oC angehoben, dann aber in
Glaslaufrichtung
stetig abgesenkt.
Beim Durchlauf durch den Stracoux wird das im Eingangsbereich
noch nicht ganz formstabile Glasband stetig gestreckt, damit ein
Durchhang zwischen den Stütz- bzw. Antriebsrollen vermieden
wird.
Bicheroux-Verfahren
Mit dem weiter oben beschriebenen Tischwalzverfahren nach Nehou
ließen sich nur Rohgläser von relativ
großer
Dicke (ab etwa 11 mm aufwärts) herstellen. Wollte man
dünneres
Spiegelglas herstellen, mussten die Scheiben mit hohem Zeit- und
Energieaufwand entsprechend abgeschliffen werden.
Max Bicheroux, der damalige technische Leiter der
Spiegelglashütte
Herzogenrath, hatte die visionäre Idee, ofenweiches Glas
müsse bei entsprechender maschinentechnischer
Ausrüstung
zu dünneren Scheiben ausgewalzt werden können.
Zusammen
mit seinem Oberingenieur Lambert von Reis entwickelte er diese
Idee bis 1919 zur technischen Reife.
Hierbei wurde die Glasschmelze aus den Häfen
zwischen ein Walzenpaar gegossen. Das von den Walzen kontinuierlich
ausgeformte Glasband wurde auf Stahltischen, die sich mit
entsprechender
Geschwindigkeit unterhalb des Walzenpaares bewegten, abgelegt,
dort zu Scheiben geschnitten und zum Kühlofen transportiert.
Skizze: F. Holtz
Continuous Flow bzw. Boudin-Verfahren
Mit dem Bicheroux -Verfahren und den zwischenzeitlich entwickelten
Wannenöfen waren alle Voraussetzungen für eine
vollkontinuierliche
Rohglasfertigung gegeben. Dieser Schritt wurden in den 1920er
Jahren von zwei Firmen nahezu gleichzeitig und offenbar
unabhängig
voneinander vollzogen. Das von Pilkington Brothers Ltd. in
Zusammenarbeit
mit der Ford Motor Company eingeführte Verfahren wurde von
seinen Entwicklern Continuous Flow genannt und St. Gobain bezeichnete
die dort entstandene Entwicklung als "System continu"
oder Boudin-Verfahren.
Die aus dem Wannenofen ausfließende Schmelze wurde
hierbei
direkt einem gekühlten Walzenpaar zugeleitet, welches ein
endloses Glasband ausformte. Nach dem Passieren eines
Kühlofens
konnte das Glas geschnitten und auf den Rundläufertischen
geschliffen werden.
|
Skizze: F. Holtz
|

Wannenauslauf mit Glaswalze.
(Glashütte Stolberg um 1960) |
In Stolberg ging am Hüttenstandort Schorrenfeld 1929
die
erste vollkontinuierlich arbeitende Spiegelglaslinie in Betrieb.
Ornamentglas
Durch den Einsatz von gravierten Walzen, die während des
Formgebungsprozesses das gravierte Muster als
Oberflächenstruktur
in das durchlaufende Glasband einprägten, entsteht das
sogenannte
Ornamentglas. Dieses Glas wird vorwiegend dort eingesetzt, wo
statt verzerrungsfreier Durchsichtigkeit nur
Lichtdurchlässigkeit
gewünscht wird.
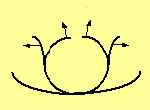
Eine Abart dieses Prinzips fand in Stolberg zur Herstellung
von Wellglas Anwendung. Hierbei wurde das noch
zähflüssige
Glas nicht durch ein Walzenpaar ausgeformt, sondern über
eine quer zur Glaslaufrichtung gewellte Graphitunterlage gezogen.
In den Wellentälern rollte je eine Kugel ab, die zwar frei
rotieren konnte, von einer Vorrichtung jedoch in Position gehalten
wurde und sich somit nicht mit dem Glasband fortbewegte. Durch
die Schwerkraft der rotierenden Kugeln wurde ein Anschmiegen des
Glases an die Kontur der Graphitunterlage erreicht.
|
Prinzip Wellglasherstellung
Skizze: F. Holtz |
Drahtglas
Beim Auswalzen des Glases war es zur Drahtglasherstellung auch
möglich, eine Anzahl von in Walzrichtung parallel verlaufenden
Drahtfäden (Chauvelglas)
bzw. ein weitmaschiges Drahtnetz zusammen mit dem ofenweichen
Glas durch den Walzenspalt zu führen. Der kontinuierlich
zugeführte Draht wurde hierbei in die ausgewalzte Glasmasse,
also in die Glasscheibe eingebettet. Beim Bruch der Scheibe sorgte
der Draht dafür, dass die Scherben der geborstenen Scheibe
zusammengehalten wurden.
Ornamentglas, Wellglas und ungeschliffenes Drahtglas wurde
im Stolberger VEGLA-Werk
bis etwa
1965 in drei Produktionslinien hergestellt. Geschliffenes Chauvelglas
in Spiegelglasqualität stellte man noch bis zur Umstellung
auf das Float-Verfahren
im Jahr
1973 her.
Twin-Verfahren
Ein weiterer, ganz entscheidender Schritt zur vollkontinuierlichen
Spiegelglasherstellung gelang zu Anfang der 1930er Jahre der Firma
Pilkington mit der Entwicklung des Twin-Verfahrens, mit dessen
Hilfe das endlose Glasband von beiden Seiten gleichzeitig geschliffen
werden konnte.

Glasband zwischen Kühlofen und
Twin-Anlage.
Glashütte Stolberg um 1960
Bei diesem Verfahren bewegte sich das endlose Glasband
zwischen
gegenläufig rotierenden Schleiftellern, welche die obere
und untere Oberfläche des Glasbandes gleichzeitig
bearbeiteten.
Jedes einzelne Element einer derartigen Schleifanlage bestand
aus zwei gusseisernen Schleiftellern, die exakt übereinander
angeordnet waren und das dazwischen liegende, sich fortbewegende
Glas kontinuierlich bearbeiteten.
Die gusseisernen Schleifteller, auch Ferrassen genannt, waren
mit radial verlaufenden, geschwungenen Nuten versehen, durch welche
sich ein Gemisch aus Wasser und Schleifsand über die gesamte,
kreisförmige Schleiffläche verteilen ließ.
 |
 |
Ferrasse
im Einggangsbereich zum
Forum Zikkhütter Hof, Foto: Birgit Engelen |
Da jedes dieser Schleifelemente aus zwei identischen Ferrassen
und zwei identischen Antriebseinheiten, also gewissermaßen
aus einem Zwillingspaar bestand, war es naheliegend diese Elemente
Twin zu nennen, wobei sich dieser Begriff auch als Bezeichnung
für die Gesamtanlage durchsetzte. Zumindest in Stolberg wurde
dieser Ausdruck mit langgezogenem "i" wie Twien ausgesprochen.
Die Vielzahl der hintereinander angeordneten Schleifelemente
wurde mit zunehmend feinkörniger werdendem Schleifsand
beschickt,
so dass sich letztlich eine polierfähige Oberfläche
ergab.
Die Ferrassen der beiden im Stolberger VEGLA-Werk
installierten Twin-Anlagen hatten einen Durchmesser von 3,60 m
und bearbeiteten ein Glasband von etwa 3,50 m Breite.
PC-Anlage
In den beiden Spiegelglaslinien des Stolberger VEGLA-Werkes
wurde das Glasband nach dem Schleifen zu großen
Einzelscheiben
geschnitten und in der semi-kontinuierlich arbeitenden PC-Anlage
poliert (die beiden Buchstaben PC stehen für polieren und
kontinuierlich).
Die großformatigen Scheiben wurden auf schweren, mit
Filztuch bespannten Stahltischen platziert und mit rotierenden
Filzscheiben zunächst einseitig poliert. Die Stahltische
bildeten, auf Schienen geführt, eine endlose
Bandstraße,
die ein kontinuierliches Polieren der darauf liegenden Scheiben
mittels einer Vielzahl von hintereinander angeordneten Poliereinheiten
erlaubte. Nach dem Wenden der Scheiben wurde nach dem gleichen
Verfahren auch die zweite Seite der Scheiben behandelt.
Als Poliermittel fand das sogenannte Pariser Rot, ein
feinstkörniges
Eisenoxid Verwendung. Das intensiv dunkelrote Eisenoxid (auch
Potee genannt) wurde, mir Wasser aufgeschlämmt, den einzelnen,
mit Filzscheiben ausgerüsteten Polierelementen
zugeführt.
Das Eisenoxid, welches u.a. auch als Farbpigment Verwendung findet,
färbte die gesamte Polierhalle, einschließlich der
dort tätigen Mitarbeiter intensiv rot ein.
Die beim Polierprozess anfallenden, ebenfalls roten
Rückstände
wurden zusammen mit Schleifrückständen aus der
Twin-Anlage
in Absetzbecken sedimentiert bzw. deponiert und finden sich als
Altlasten an vielen Stellen im nördlichen Bereich von Stolberg.
Die letzte nach dem klassischen Verfahren arbeitende
Stolberger
Spiegelglaslinie, welche als eine der weltweit
größten
und modernsten Anlagen galt, wurde 1973 durch eine neu errichtete
Floatglasanlage ersetzt.
Float-Verfahren
Das Float-Verfahren wurde in den späten 1950er Jahren unter
der Leitung von Sir Alastair Pilkington entwickelt und setzte
sich weltweit als Standardverfahren für die Flachglas- und
insbesondere Spiegelglasproduktion durch. Der Hauptvorteil dieser
Produktionsmethode besteht darin, dass sie den kostenintensiven
Schleif- bzw. Poliervorgang gänzlich entbehrlich macht.
Bei dieser Produktionsmethode wird das aus der Wanne
austretende
Glas über ein mit flüssigem Zinn gefülltes
Bad
geführt, wo die Glasmasse auf der Zinnoberfläche
aufschwimmt
und als endloses Glasband abgezogen werden kann. Eine entsprechende
Temperaturführung sorgt dafür, dass das abgezogene
Glas
nicht mehr flüssig, sondern durch Abkühlung auf etwa
600oC vor dem Verlassen des Zinkbades eine
formstabile
Konsistenz erreicht.
Da unter dem Einfluss der Schwerkraft alle
Flüssigkeiten
(in diesem Fall also sowohl Zinnbad als auch die Oberseite des
aufschwimmenden Glases) ideal ebene Oberflächen ausbilden,
sind die Oberflächen der Ober- und Unterseite des abgezogenen
Glases ebenfalls perfekt ausgebildet, und das so hergestellte
Glas erreicht ohne nachfolgenden Schleif- bzw. Poliervorgang eine
Qualität, die dem Spiegelglas entspricht.
Skizze: F. Holtz
Im Bereich des Zinnbades, der sogenannten Floatkammer, sorgt
eine Atmosphäre aus Stickstoff und Wasserstoff (auch
Formiergas
genannt) dafür, dass die heiße Zinnschmelze nicht
oxidiert.
Das Metall Zinn wird deshalb verwendet, weil seine relativ hohe
Dichte ein Schwimmen des Glases auf der Metalloberfläche
gewährleistet, weil es bei Temperaturen um 1000 oC
noch nicht mit dem Glas reagiert, bei der Temperatur von 600 oC,
mit der das Glas die Floatkammer verlässt, noch
flüssig
ist und letztlich weil der Dampfdruck des Zinns relativ niedrig
ist.
Literatur und Quellen
Benden P. (2007): Historische Entwicklung der
Flachglasindustrie
im Aachener Grenzraum, in: DGG-Jahrestagung 2007.
Garke, K.H. (1977): Stolberg und die Glasindustrie,
insbesondere
die "Stolberger Spiegelmanufaktur" von Saint Gobain.
Unveröffentlichtes Manuskript.
Glasneck U. u. Fuchs R.(2008): Glasindustrie in Stolberg, in:
Festschrift 25 Jahre Museum in der Torburg, Förderverein
Heimat- und Handwerksmuseum Stolberg.
Glocker W. u. Gerheuser R.(2007): Flachglas, Band 3 der Reihe
Glastechnik, Deutsches Museum.
Jungels F. u. Penkert R. (1988): Glasproduktion gestern und
heute. Herausgeber: Vereinigte Glaswerke.
MÖLLER, H. (2001): Saint-Gobain in Deutschland. Von 1853 bis
zur Gegenwart. Geschichte eines europäischen Unternehmens, C. H.
Beck Verlag München.
Parent, T. u. Goes, G. (2006): Glashüttenarbeit,
Bilder
aus dem Westfälischen Industriemuseum und dem Museum Baruther
Glashütte. Herausgeber: Westfälisches
Industriemuseum,
Landschaftsverband Westfalen-Lippe.
Schreiber K. und H. (2008): Im Schatten des langen Hein. Vom
Werden eines Stolberger Stadtteils zur Zeit der Industrialisierung.
Beiträge zur Stolberger Geschichte, Band 28, Stolberger
Heimat-
und Geschichtsverein.
Schröder P. (1922): Die Stolberger Glasindustrie und
ihre
Entwicklung, Dissertation Köln.
Zurück zum
Anfang

)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)
)